耐候钢板哪家好工厂(推荐)_新疆耐酸钢工厂
2025-02-25 08:09:40
具有较高的耐蚀性。为了不同的使用环境,常加入其他元素如钼、钒、钨、钛、铌、硼等元素安钢耐候钢板。常用的应用领域和钢种有12CrMo(高、中压蒸气导管)耐酸钢,20CrMo(叶片),35CrMo(650℃以下长期使用的零件),1Cr5Mo(650℃以下再热器、550℃以下浸蚀性强的石油化工设备),1Cr12Mo(450℃以下叶片)。
低碳铬钢可以用布氏硬度计、或洛氏硬度计B标尺测量。退火、调质状态的中碳铬钢可以用布氏硬度计、或洛氏硬度计B、C标尺测量。淬火状态的中碳铬钢可以用洛氏硬度计C标尺测量。
高碳铬钢可以用洛氏硬度计C标尺测量。表面渗碳、渗氮处理的铬钢,应使用表面洛氏硬度计或维氏硬度计测量。
不锈钢主要热加工是再结晶退火、固溶处理和焊接耐候钢板。再结晶退火的目的是为了恢复塑性,如果再结晶退火后晶粒不是特别粗大,就不会影响不锈钢的耐蚀性。为了消除1Cr18Ni9钢的晶间腐蚀倾向,经常采用固溶处理,将钢加热到1050~ 1100℃ ,保温足够时间,使碳化物完全溶解于奥氏体,然后水冷。只要这种钢不再经过焊接或其他加热欧标美标耐候结构钢,就不会产生晶间腐蚀倾向。焊接是不锈钢常见的热加工工艺。焊接对不锈钢耐蚀性的影响主要是焊缝。单相奥氏体钢焊缝的组织是粗大的柱状晶,组织有方向性,低熔点液态夹杂物分布比较集中,并且容易在凝固收缩时引起热裂。作为焊条用的不锈钢为防止焊缝热裂,在成分上略有调整,尽量采用低的含碳量,有时加入少量钒、硅、钦等铁素体形成元素,适当提高铬含量也有同样作用,它可使焊接后在焊缝中出现3~ 5%的δ铁素体。这种焊缝除了有较高的强度和韧性以防止热裂外,还有减少焊缝晶间腐蚀倾向的作用。
这种钢具有 良好的耐蚀性,合适的力学性能以及良好的冷、热 加工性能和焊接性等工艺性能。铬是主要的合金元 素,此外常加入镍、钼、钛、铌、铜等。种类繁多, 性能各异,按组织可分为铁素体不锈钢、奥氏体不 锈钢、奥氏体-铁素体双相不锈钢、马氏体不锈钢、 沉淀硬化不锈钢等。主要用来制造在各种腐蚀性介 质中工作的零部件。
随着耐候钢板厂家价格的不断滑落,本周国内主导钢厂出台下旬价格政策,多以下调为主,后市价格弱跌为主,反弹乏力;临近周末华北地区建筑钢材价格略有反弹,不过商家底气不足,后市延续性可能较差,华东、中南、华南地区偏弱运行,本周国内多地阴雨天气较多,影响工地施工和市场出货情况,随着房地产问题的热议、粗钢日均产量的居高不下,银行对钢铁行业的抽贷,商家资金压力不断增大,后市将弱势震荡。
正是因为看到中国未来钢铁需求的广阔增长空间,所以才有国内民营投资公司,不顾所谓产能严重过剩的“风险”,大手笔投资钢铁行业,进行兼并重组;所以才有今年一季度,700亿中国民营资本涌进钢铁行业,投资增长。
在当今环保严查形势逐步加大的形势下,尤为突出了钢铁机加工融入于环境,融入于大自然的柔情之美,正是因为耐候锈钢板的出现为各大园林设计师们提供了新的设计观念,钢铁小加工带来的短暂小污染也因为耐候钢板耐腐蚀的特性,避免了近期室外经常更换设计材料带来的施工以及加工污染,即使挺薄的耐候钢板在室外景观之中基本也能做到三十年不更换,景观锈钢板不会坏掉的优势效果。
控制耐候板厚度生产的精度方法
厚度是耐候板的基本尺寸,厚度精度是耐候板极其重要的质量指标。为了获得具有相同板差和不同板差的板,并提高耐候板的厚度精度和成品率,必须不断开发和应用各种先进的自动厚度控制系统。当今耐候板轧制中使用的自动厚度控制系统有多种,包括电动自动厚度控制、液压自动厚度控制、监控自动厚度控制、前馈自动厚度控制和精密测厚仪厚度控制系统等。耐候板轧机的耐候板厚度精度是指当它们用于工业生产时,通过在耐候板轧机上使用不同的自动厚度控制方法和方法,可以达到的厚度精度水平。耐候板的厚度精度可以在1990年之前达到.根据数据,它已经达到了大约525米。从1990年到1998年,耐候板的厚度水平得到了进一步提高,这可以达到更高的精度水平。
提升耐候板的性能采取的措施?
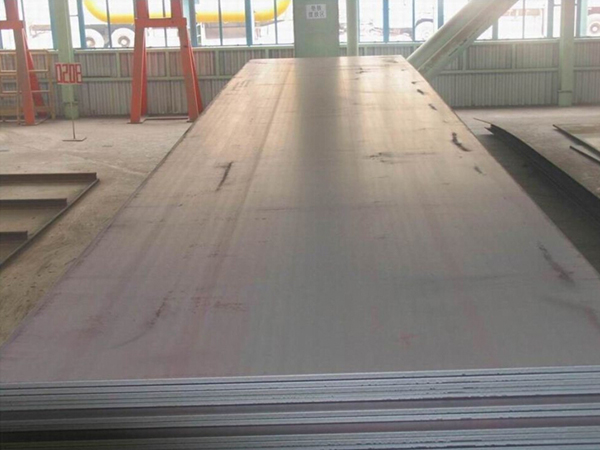
耐候板与普通的耐候钢相同,都是在与大气接触后表面产生一层致密的氧化膜,从而阻止大气与基层的进一步氧化。耐候板是在耐候钢的基础上提升了钢材的焊接性能,要知道,在使用耐候钢时,若想发挥出其良好的焊接性能,还需要采取一些提升焊接的性能,那么应采取哪些性能来提升耐候板的性能呢?
1、选用碱性低氢型焊条,焊剂。碱性低氢型焊条、焊剂焊接接头的含氢量低,脱硫,脱磷性能好,冲击韧性高。使用前需在350-420摄氏度下烘干1-2h,目的是有效去除其中的水分,从而减少焊接接头的含氧量,降低接头的冷裂倾向。
2、焊接备件必须经检验合格才可组对,不得强力组对,避免过大的组装应力。











